
概述
型煤又称人造煤块。型煤是一种或数种煤与一定比例的粘结固硫剂等经加工成一定形状尺寸和有一定理代性能的块状燃料或原料。当今型煤也可以是粉煤及一定比例的煤泥等其它低热值燃料或废弃物加上粘结剂、添加剂加工成型煤的,有的燃烧特性还超过了原煤的燃烧特性。型煤技术是一种洁净煤技术,是煤炭洁净利用的重要途径之一,用于锅炉的燃烧和造气。
型煤技术不是简单地将粉煤压制成煤球,而是使其改质改性,使本来不适于使用的粉煤煤泥达到工业用煤的标准,是具有浓厚的发展中国家特点的洁净煤技术。
常见的有煤球、煤砖、煤棒、蜂窝煤等。
型煤分工业用和民用两大类。工业型煤有化工用型煤,用于化肥造气、蒸汽机车用型煤、冶金用型煤(又称为型焦)。民用型煤,又称为生活用煤,用于炊事和取暖,以蜂窝煤为主。
型煤生产工艺有无黏结剂成型、有黏结剂成型、热压成型三种。成型机械有冲压式成型机、对辊成型机、螺旋挤压机和蜂窝煤机等多种。
主要工艺流程为:原料预处理、配料、粉碎、混合、成形、干燥、装箱入库等。
技术原理
型煤分为民用型煤和工业型煤两类。燃用锅炉型煤比烧散煤,可提高锅炉热热效率,节煤可达15%-25%,减少烟尘排放量80%-90%以上,固硫率可达52%-73%,还可降低其他污染物排放。民用型煤与烧散煤相比,热效率可达65%-72%,排烟黑度降到<1/2格林曼级,节煤20%-30%,烟尘和SO2排放可减少40%-60%。所以燃用型煤,安全系数、高效洁净、使用方便,具有明显的经济、环境和社会效益。型煤的节能、环保、经济性和技术成熟性,早已被国内外所公认。
型煤的制备过程中,成形技术是其核心,他直接影响着型煤的物理特性(如孔隙率、机械强度、热变性等)以及应用过程中的燃烧特性。成形一般指使用外力将煤粉挤压制成具有一定强度和大小形状的固体块煤。成形技术可以分为无黏结剂成形、黏结剂成形、热压成形三种。
1.无黏结剂成形
主要用于将泥煤、褐煤等低变质程度的煤制得成型燃料。要求压力为100-200MPa,对年轻的褐煤结构疏松、可塑性强、弹性差,压力可以低些;对于年老的褐煤适当干燥,在100-200℃下加压成型,也可制得强度和抗水性能较好的型煤。此法节约原材料,简化工艺,且提高了型煤的含碳量,但因成型压力较高,有的成型机构造复杂、动力消耗大、对材质要求高和成型部件磨损快。
2.黏结剂成形
将煤粉或半焦与黏结剂的混合料,在常温或黏结剂热熔温度下,以较低的外压(14.7-49MPa),借助于黏结剂粘结作用,使颗粒成型,所得型煤经进一步氧化或炭化处理,黏结剂和煤粒进一步热解、叠合,时刻里间的黏结逐步从物理黏结过渡到化学黏结,得到强度高于星美的氧化型煤或型焦。我国一般采用当地单种煤为原料,黏结剂有焦油沥青、焦油等。国外多配加一定数量的黏结性烟煤,所得的型煤的强度大为提高。
2.1粘结剂成型的工艺
粘结剂成型实际上是将粘结剂与煤炭颗粒均匀搅拌,然后利用型模加压成型,再经过适当的后处理,最后获得符合要求的型煤。粘结剂成型的基本流程图如图1所示。

筛分的目的在于选取块煤另作他用。筛分的尺寸随各厂工艺的不同而不同。有些厂将块煤选出后,将小于20毫米的煤用破碎机破碎至0~3毫米或0~6毫米直接用于生产型煤。有些厂将大于3毫米或6毫米的块煤选出后,省略破碎工序,直接将小于3毫米或6毫米的粉煤用于型煤生产。
国外的型煤生产通常采用干燥工序,干燥的目的是将混合后的原煤水分保持在一定的水平。根据使用的粘结剂的不同,对混合后的原煤水分的要求也不同。例如,用沥青作粘结剂,原煤水分应保持在2%~4%;用纸浆废液或腐殖酸盐溶液作粘结剂,原煤水分应控制在10%~12%。
破碎的目的是将原煤破碎到所需的粒度。为了避免铁器损坏破碎机,一般在破碎机前安装电磁除铁器。
搅拌工序的目的在于将原煤和粘结剂均匀混合,使粘结剂均匀地分布在煤炭颗粒的表面。采用沥青作粘合剂时,还需通入蒸汽进行加热。
成型工序是型煤成型的关键。型煤成型机主要有对辊式成型机、冲压式成型机和环式成型机等。蜂窝式成型机主要用于生产民用型煤。目前,在工业型煤中应用最广的是对辊式成型机。
刚刚成型的型煤强度很低,需要经过后处理才能达到一定的强度。后处理工序也叫养护或干燥工序。后处理工序的目的在于使粘结剂在适当的温度下产生物理化学反应,从而使型煤具有一定的强度。欧洲一些国家的型煤厂还在后处理工序中给型煤涂敷一层保护膜,从而使型煤具有防潮和耐磨的特性。
2.2粘结剂
粘结剂也是型煤技术的关键。目前,世界上已开发了数百种不同的粘结剂。从发展趋势看,各国在研究粘结剂时,主要将重点放在来源充足、当地易得、廉价、无污染和防水等方面。
型煤粘结剂大致可分为:有机粘结剂、无机粘结剂、工业废料和复合粘结剂。
有机粘结剂可分为亲水型和疏水型两种。亲水型有机粘结剂主要有淀粉、腐殖酸盐和生物质等。疏水型有机粘结剂主要有煤焦油沥青、石油沥青和高分子聚合物等,而高分子聚合物主要包括聚乙烯(醇)、聚苯乙烯、合成树脂和树脂乳胶等。
有机粘结剂的粘结性能好,固化后可使型煤具有较高的机械强度。在高温时,有机质易于分解,因此用有机粘结剂生产的型煤,其热机械强度和热稳定性都不太理想。
无机粘结剂主要有石灰、水泥、粘土、石膏和硅酸钠等。无机粘结剂的共同特点是具有较强的粘结能力,固化后能起“骨架”的作用,使型煤具有较高的机械强度。由于大多数无机粘结剂在较高的温度下不易分解,因而用无机粘结剂生产的型煤的热机械强度和热稳定性都比较理想。无机粘结剂的主要缺点是防水性差并增加了型煤的灰分。
工业废料主要指纸浆废液、酿酒废液、制革废液和制糖废液等。这些废液主要属于有机粘结剂。利用工业废料作为粘结剂既可使废物得到充分的利用,又可大大减少废料对环境的污染。这是值得大力提倡的好事。
复合粘结剂是指同时使用两种或两种以上不同物质作粘结剂。复合粘结剂可以利用不同物质的优点,互相补充,从而使型煤具有较高的机械强度。复合粘结剂主要包括有机—有机、有机—无机、无机—无机三种形式。另外,为了赋予粘结剂或型煤特殊的性能,人们常常在粘结剂中添加少量添加剂。这些添加剂主要包括固硫剂、防水剂、速凝剂和助燃剂等。
3. 热压成形
①快速加热:将烟煤快速加热至胶质状态,使其中部分液态产物来不及热分解和热缩聚,改善变性粒子接触、提高煤的黏结性。
②维温分解:煤粒被加热至塑性温度,还进一步热分解和热居所,使其软化,并因气体产物的生成,使其膨胀。为防止热压后型煤膨胀、或炭化时型焦胀裂,应在塑性温度下隔热维温3min左右。
③挤压成型:用螺旋挤压机进行粉碎、挤压和搅拌,使煤粒间空隙减小,胶质体不透气性增强,活性化学键相互作用加强。
④后处理:在热压温度下,隔热和隔空气下,热闷一段时间,给活性化学键的接触和反应、胶质状态转化为固态提供足够时间。
4. 成型机
型煤生产涉及筛分、干燥、搅拌、成型、后处理、包装和粘结剂制造等众多的设备,其中最受人们关注的是成型设备。
成型设备是型煤生产中的关键设备,它的选择应以原煤的特性、型煤的用途及成型时的压力等因素为基础。目前工业上应用最广的是对辊式成型机,另外,还有冲压式成型机、环式成型机和螺旋式成型机等。在我国,蜂窝式成型机也广泛应用于民用型煤的生产。
4.1 对辊式成型机
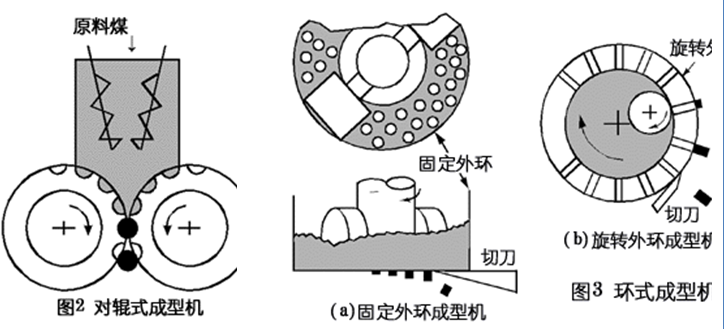
对辊式成型机的工作原理如图2所示,它主要由两个大小相同的压辊和加料箱组成。
在压辊的表面分布着许多型模,每个型模相当于半个型煤的形状。有的加料箱中还装有螺旋送料器,以便及时送料并对原煤进行预压。
在对辊式成型机中,原煤受压的时间短,成型压力不大,因而型煤的弹性变形较小。目前,这种机型主要用于生产使用粘结剂的型煤。
4.2 环式成型机
环式成型机有固定外环和旋转外环两种形式,其工作原理如图3所示。 对固定外环成型机来说,型煤是被旋转压辊从固定外环的底部挤出的,型煤被挤出后由切刀切断。而旋转外环成型机的成型是由旋转外环和压辊共同旋转来完成的。
4.3 冲压式成型机
冲压式成型机有多种不同的型式,目前应用最广的是液压冲压缸和曲柄连杆冲压缸成型机,冲压式成型机的工作原理如图4所示。
冲压式成型机的生产过程如下:给料机构将一定数量的原料煤送入成型机内;冲杆前移,原料煤被逐步压实,成为型煤;在冲杆前移的同时,已成型的型煤被向前推动一定的距离,而最前端的型煤被推出了型模;冲杆回程,返回到起始位置。
冲压式成型机的优点是成型压力大,型煤在成型过程中多次受压而易产生塑性变形。其缺点是耗能大、单产低。
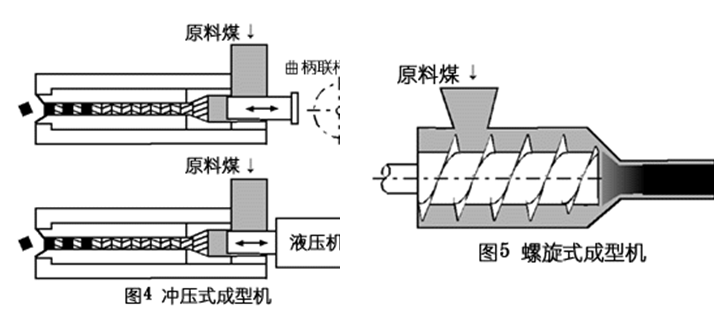
4.4 螺旋式成型机
螺旋式成型机的工作原理如图5所示,原料煤由供料口加入,螺旋叶片向前推进原料煤, 同时对原料煤施加混合和加压的作用。原料煤被挤压通过一段导管,在出口处一段段地断裂最终形成表面光滑的煤棒。
总之,随着研究工作的不断深入和科学技术的不断发展,上述各种成型机的自动化程度在不断地提高,设备的性能也在不断地完善。目前,我国、法国、英国、德国、美国和日本等许多国家都在为用户提供各种不同的型煤成型机。
国内发展和应用现状
中国是世界上制作和使用型煤最早的国家。我国古代劳动人民早在16世纪以前,已以末煤为主,用黄土做粘结剂加水,用手工工具制作型煤。至今仍有部分城镇、农村还延用这一传统做法制作“煤球”、“煤棒”、“煤糕”等型煤,用于做饭、取暖和一些饮食业、手工业炉灶使用。
型煤技术已作为中国洁净煤技术的重要组成部分和优先发展的领域,在今后相当长时期内具有十分广阔的发展前景,对提高煤炭利用效率,减轻用煤造成的环境污染,满足部分工业生产和不断提高城乡人民的生活需要具有重要意义。至1996年底,我国生活用煤约1.44亿吨。煤炭占全部生活用能的58.1%。为克服传统蜂窝煤的缺点,我国已开发出可用纯烟煤或烟煤与无烟煤的混料为原料的上燃式烟煤蜂窝煤及其炉具技术。烟煤蜂窝煤开发成功。彻底解决了困感业界多年的难题,使我国的型煤技术向前跨越了一大步。
我国民用型煤技术处于国际领先水平,1997年底全国民用型煤产量达7000万t,民用型煤中80%以上是蜂窝煤,其余为煤球、和其他成型煤。民用型煤普及率65%,其中浙江、江苏、广东、广西、四川等省的一些城市75%左右,北京、天津和沈阳等城市基本上达到100%。工业型煤有锅炉、型焦、化肥、城市煤气、机车、燃料气型煤等,种类有很多。工业型煤分为化肥造气型煤和锅炉燃料型煤,目前全国工业型煤年产能力量约3000万t以上,主要是中小型化肥厂和小高炉型焦。全国约有60%的中小化肥厂用型煤做原料,替代了相应数量的焦炭或块煤,具有较好的经济效益和环境效益。其他型煤则处于示范或商业性示范阶段。由于技术、价格、市场等原因,锅炉燃料型煤工业化推广较慢。开发防水、免烘干粘结剂取得了进展,煤炭行业组织了“晋城无烟粉煤制气化用工业型煤技术的研究”。今后的发展重点是,到2010年,约需增加能力6000万吨,技术上以发展高固硫率工业燃料型煤和气化型煤为主。
我国民用型煤目前年产量约5000万t,大中城市普及率60%,以蜂窝煤、煤球为主。工业型煤分为化肥造气型煤和锅炉燃料型煤,年产量约2200万t。目前化肥造气型煤主要是石灰碳化煤球。由于技术、价格、市场等原因,锅炉燃料型煤工业化推广较慢。
目前我国城镇和农村居民生活用煤炭量在1.3亿吨左右,其中城镇居民生活用煤约1亿吨。我国城镇居民生活用煤的型煤普及率约为30-50%,而农村则几乎全部为烧散煤。我国目前有工业锅炉40多万台,工业窑炉16万多台,年耗煤约4亿吨,按设计要求均需供应块煤或型煤,但实际上块煤供应不足,型煤(工业燃料型煤)还在起步阶段,年产量不超过1000万吨。同时,我国化肥、冶金、建材、机械、玻璃、陶瓷等行业大量使用的煤气发生炉年需块煤4000多万吨,实际年供应量仅2200多万吨,缺口也很大。
随着机械化程度的提高,我国块煤的生产比例越来越小,粉煤的比例越来越大,最高可到80%以上。因此,发展型煤以替代块煤,不仅有广阔的市场需求,可以提高燃用效率,减少污染气体排放,而且还可以充分利用大量粉煤和煤泥,减少它们本身对环境的污染。
我国的工业和民用型煤开发已经形成了具有我国特点的粘结剂、低压集中成型工艺和集中配炉前成型工艺,其中民用型煤技术已经达到国际水平,但尚需普及推广;工业型煤的技术相对落后,工艺还不很合理,设备不配套,并且由于政策不到位,管理水平低,尚无正式运营的工业型煤厂。
国外发展和应用现状
型煤工业是伴随着欧洲资本主义工业革命而产生和发展的,距今已有百余年历史。型煤主要用于工业锅炉、窑炉、气化和民用燃料。20世纪中叶,出现了大规模生产褐煤型煤和民用、工业用无烟块状燃料工厂。美国、德国、英国、日本、韩国、俄罗斯等生产大量的工业和民用型煤,包括工业锅炉、工业窑炉、固硫床气化炉型煤、机车用型煤等,已有成熟技术。在粘结剂技术研究开发上,各国普遍采用了与煤结构、性质相近的煤系高芳烃的煤焦油、沥青作为煤粘结剂,并取得了良好的效果。但是,随着环保要求的日趋严格,加之受到焦油、沥青产量的限制,使得煤焦油、沥青类粘结剂的进一步应用和发展受到制约。因此近20年来,国外又不断开发出了改质石油沥青、高分子聚合物、工业废弃物(包括生物质)、无机物等单一或复合型的型煤粘结剂。
目前,世界上发达国家工业化型煤技术的发展趋势是:规模化的型煤生产厂,一个型煤联合企业生产量少则几百万吨,多则上千万吨,型煤清洁、高效地燃烧;继续开发新的粘结剂及大型高压成型设备,生产具有节能和环保双重效益的型煤,主要供气化和炼焦使用或冶金用。
世界不同国家因其能源资源、经济社会和科学技术发展状况不同,对型煤的开发利用有很大差别。在20世纪中叶以前,世界上有不少国家,特别是西方一些工业国家煤炭是主要能源,型煤的开发利用不断发展。20世纪中叶以后,石油和天然气消费超过煤炭成为主要能源。1963年,世界型煤产量达到顶峰。随着石油、天然气、核电、水电、新能源及再生能源的产量不断增加,工业发达国家减少了煤炭能源的用量。蒙古、韩国等重视蜂窝煤的发展,目前韩国年产民用蜂窝煤近2000万t。
随着能源产业结构的调整,发达国家工业型煤利用比过去大大减少了,主要综合利用于冶金,建材等工业方面,民用燃料从固体燃料转向用电力、天然气、液化气、煤气等高效洁净能源。
但是,目前世界上大多数发展中国家能源消费仍以煤仍以煤炭为主要能源,人均能源消费量和能源利用效率也普遍低于发达国家。在能源系统中,煤炭占一次能源总消费量的比重很大,如中国占75%以上,印度占56%以上。为了提高煤炭利用效率,降低燃煤造成的环境污染,开发利用型煤已引起了一些国际和地区组织的重视。1989年亚太经互会在菲律宾召开了主题为“型煤开发与环境效益”的煤炭利用专家会议。1992年联合国召开环境与发展大会提出,在以煤炭为主要能源的国家,发展型煤是减少大气污染、促进经济发展的重要途径。以期推动发展中国家大力开发利用工业型煤和民用型煤的发展。
供应商信息
郑州中州型煤机械厂
黑龙江黑化集团有限公司
洛阳市国奥重工机械有限公司
禹城市瑞丰新型材料有限公司
埃森煤炭研究公司
鲁奇石油技术公司
荷兰斯塔茨米金公司
美国联合煤炭公司
经典案例
型煤气化炉改造
1 概述
近年来,由于无烟块煤、焦炭价格攀升,众多以固定床间歇气化炉进行煤气化的企业为了生存和发展,纷纷采用型煤代替块煤焦进行气化,生产半水煤气和水煤气。
在实际生产中,原有的煤气炉不进行改造,烧型煤的效果往往难以达到预期目的。现状是:产量下降,消耗上升,生产稳定性差,虽然型煤价格较低,但综合效益并不理想。在这种情况下,大多数企业简单地把这种现象归结为型煤气化效果差,没有找到合理的工艺条件,过多地从操作方面找原因,而忽略了更重要的问题:原煤气炉的设计是烧块煤、焦炭的,改烧型煤,煤气炉设备本身存在着不适应。
固定床间歇气化炉,无论是美国的UGI炉型,前苏联的φ3.6m炉型,还是我国土生土长的φ2.6m炉型,都是以块煤焦为原料进行设计的。煤气炉的高径比、夹套锅炉、灰犁、排灰口、灰碴过渡区、中央灰箱、上部气道等处设计时的参数、工艺模型、模拟试验、工业试验采用的气化原料均为冶金焦和优质块煤,与型煤的工业性质相差非常大。
型煤的发热量偏低,相当于冶金焦或优质块煤的70%~80%;型煤的堆积密度相当于块煤的75%,冶金焦的105%。改烧型煤,如果仍采用原设计煤气炉型,炉内炭层高度必须比烧冶金焦、块煤高得多才能满足正常气化需要的热量。因此,原煤气炉以型煤为原料不可能把气体质量提高,CO2含量往往在9%~12%,产气量也较低,半水煤气产气量在700m3/(m2·h)左右。
冶金焦热稳定性达到98%,优质块煤为92%,而型煤的热稳定性、热强度比块煤焦低得多,一般煤球热稳定性为70%,煤棒为75%。冶金焦热强度达到1.15×103N/cm2,优质块煤为1×103N/cm2,而煤球仅为400N/cm2,煤棒为350N/cm2。
上述差别造成工艺指标控制截然不同。炉上温度指标,冶金焦可以达到750℃,优质块煤可以达到550℃,型煤仅能在400℃以下操作。型煤的灰熔点和灰分含量与煤焦差别很大,因此,炉箅、灰犁、排灰口,灰碴过渡区等处的设计相差也很大。如果不改变,势必造成煤气炉炉下灰盘、排灰口部位不是灰碴结死,就是粉末状流生,难以稳定生产。
根据经验数据,固定床煤气炉以优质块煤为原料,每0.95~1.05 m3入炉空气生产1 m3半水煤气。而以型煤为原料,因其热值偏低,炭层中蓄热量相对偏低,往往每1.15~1.25m3空气才能生产1 m3合格半水煤气。因此,型煤气化要达到理想的生产强度,提供热量的空气量要比块煤高,即吹风空气需求量相对块煤偏大。但在实际生产中,固定床煤气炉以型煤为原料气化,吹风量反而降低,否则会吹翻。要使型煤气化达到理想的生产强度,必须重新设计煤气炉吹风系统,比块煤一次风量高,并确保不吹翻。
由以上对比可知,型煤气化的工艺条件与块煤焦差别非常大,用以块煤焦为原料的煤气炉烧型煤肯定会出现不适应,无法进一步发挥型煤价格低的优势。这正是部分烧型煤的企业效益不理想的根本原因所在。要烧好型煤,必须有适合烧型煤的煤气炉。这种煤气炉的特性应与型煤的特性相一致。
2 型煤气化炉的要求
2.1 煤气炉的高径比应符合型煤特性要求
与块煤相比,型煤的热值低,堆积密度小,每1m3优质块煤约相当于1.35~1.5m3以腐殖酸为粘结剂、固定碳含量在68%以上的干基型煤。因此,烧型煤的煤气炉要比 原设计煤气炉高得多。以块煤焦为原料的煤气炉的高径比一般为2∶1,型煤炉则应在2.2∶1以上。
2.2 半水煤气CO2体积分数不能过高
型煤的气化层比块煤的气化层高,主要目的是利用还原层把半水煤气中CO2的体积分数降下来,块煤炉半水煤气CO2体积分数为6%~8%,而目前大部分型煤炉CO2体积分数在9%~12%,明显偏高。如果能提高气化层,则可以使CO2体积分数降到9%以下,有利于提高气化强度。
2.3 提高吹风量的同时不发生吹翻
型煤气化层提高后,床层阻力升高,影响吹风强度。而型煤气化要求吹风时风量要比块煤气化大得多。实际情况是:烧型煤吹风流量普遍偏低。这一矛盾是制约型煤气化的关键所在。怎样才能在型煤气化时床层阻力较高的情况下,既大幅度提高吹风流量,满足气化要求,又不致吹翻呢?答案是必须对煤气炉进行技术改造,重新进行设计。
3 煤气炉改造
3.1 适应型煤特性,使入炉风量提高,流量加大,流速降低
烧型煤容易吹翻,所以要求入炉空气分布必须合理,杜绝出现“偏流”、“走短路”。除去炉箅各通风道合理布置以外,还必须实现中央灰箱横截面积大于炉箅有效通风面积,只有这样,才能保证炉箅气室始终压力均衡稳定,避免空气“偏流”。
实际生产中一些炉型并没有达到上述要求,如:J-28煤气炉中央灰箱横截面积比炉箅的有效通风面积小,经常造成炉箅各通风道之间通风不均衡,特别是造成中风偏大。过去过多地考虑从炉箅风道上调整中风偏大的问题,忽略了中央灰箱对炉箅气室的柱状气流布风影响的问题,先天已经造成中风偏大,所以效果不理想。
要做到风量加大,流速降低,最有效的办法就是使中央灰箱横截面积加大,并且形成逐级加大的喇叭口状,让空气形成扩散状入炉箅气室,既增大了流量又降低了流速。
3.2 炉箅要适合型煤特性,通风面积大,布风合理,排灰碴能力强
几种型煤的特性有差别。
(1)腐殖酸煤棒
化学活性好,水分含量高,必须有完全上吹烘干阶段,否则会出现上部新入炉的煤棒因水分没及时烘干而使煤棒相互粘结在一起,影响透气率,易形成气化不均匀。另外,煤棒成碴性能好,灰碴过渡区相对短,对炉箅均匀排碴要求较高。煤棒形成的灰碴较酥软,炉箅的破碴功能不宜太强,否则易形成较多的碎粉灰,反而会影响工况。
(2)腐殖酸煤球
活性不如煤棒,热稳定性较差,但透气性较好,控制炉上温度难度更大,炉下成碴性较差;因此烧此煤球要以控制上部温度和炉下灰碴成碴率为主,即:炉体高径比要达到要求,灰碴过渡区要适当增加,炉下温度应提高,炉下装置应有耐高温功能。
(3)碳化煤球
特性与腐殖酸煤球相差不多,可参照。
3.3 出炭层吹风气流速及流向控制
型煤炭层表面破碎率较块煤焦高,因此吹风时很容易“吹翻”,即大量带出物随吹风气流移走,达到一定程度,炭层表面就会出现气流“偏流”,使炭层出现严重高低位差,不能正常气化生产。
很明显,烧型煤在吹风时,出炭层吹风气的流速对煤气炉“吹翻”起决定作用。可以采取增加炉上部筒体直径的办法降低出炭层吹风气的流速。实践证明,上筒体直径扩大200mm,φ3.6m、φ3.0m、φ2.65m煤气炉吹风气出炭层流速都有明显降低,分别降低7%、12%和14%,效果很明显。
固定床煤气炉原设计是烧冶金焦的,炉顶部没有考虑除尘功能,未设计气流沉降区和气流折流角度。改烧型煤后,必须要考虑除尘和降低带出物问题,否则,不但不利于工艺稳定,还会造成消耗升高。
对煤气炉出气口设计分两种情况:一种是上气道从炉顶部出,插入管伸进炉膛300~500mm,可以大幅度降低带出物;另一种是上气道侧出,出气口低于炉顶300~400mm,使炉顶形成沉降区。两种设计都有利于增加吹风流量,减少煤气炉“吹翻”现象。
3.4 空气鼓风机的选择
正因为老的炉型烧型煤不适应,造成了一个误区:烧型煤易“吹翻”,不能用大流量高风压的空气鼓风机,许多企业把鼓风机出口阀关闭1/2,或者更换为小的鼓风机,力求在低生产水平下寻求平衡点,这显然是错误的。
新的型煤气化炉恰恰相反,它要求大流量高功率的空气鼓风机,在吹风时能克服较高炭层产生的阻力,为气化提供更大流量的空气,使炭层积蓄足够的热量,完成气化。
一般情况下,φ3.6m煤气炉配D1100型鼓风机,电机功率为800 kW;φ3.2 m煤气炉配D800鼓风机,电机功率为630kW;φ2.6m煤气炉配D 600鼓风机,电机功率为440kW。
传统设计煤气炉鼓风机配置为:φ3.6m炉配风压22kPa风机,电机功率为630kW;φ3.0m炉配风压25 kPa风机,电机功率为440kW;φ2.65m炉配风压25 kPa风机,电机功率为355kW。这种配置在煤气炉吹风时“吹风时间利用率”较低。如:φ3.6m煤气炉,吹净和吹风时间为48s,一次风阀打开后,充压阶段往往需要1~2 s,吹风时间利用率仅能达到95%,每3min减少有效吹风1~2s,每台炉全年将造成损失20万元以上;1台风机供3台炉,共影响效益60余万元;而电机功率从630kW提高到800kW,全年多耗电最多达20万元。
高功率、大流量的鼓风机在煤气炉吹风时可以迅速克服炭层阻力,提供足够的空气入炉;同时,吹风时间利用率较高,可以从原来的95%提高到98%以上。与传统风机相比,提高气化强度产生的效益比多消耗电能的价值高得多,因此新型煤气炉配高功率鼓风机是经济的。
4 结语
型煤气化与块煤焦气化差距很大,难度也大得多,煤气炉的结构、配置截然不同。目前,已有许多企业率先进行了型煤气化煤气炉的根本改造,实现了用价格比较低的型煤获得较高的气化效率,取得了明显的经济效益。这种技术改造用于烧块煤焦,同样有较好的效果。
参考文献
[1]孙孝仁.型煤及其加工概述.2007.
