
概述
1. 油田伴生气定义及组成
油田伴生气是伴随原有共生,与原油同时采出后在集输、储运过程中从原油中分离出来的天然气,其组分主要是饱和烃,但是随着油藏性质、分离条件等因素的不同,组成上有较大差异。(见表1。)
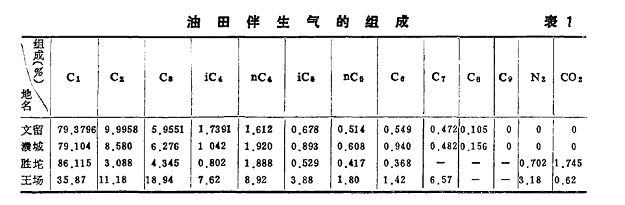
油田伴生气是由烃类气体组成,主要是饱和的脂肪族链状烃类混合物(烷烃)。从丁烷起, 有少量的同分异构体存在,至于不饱和烃、环烷烃和芳香烃只是以痕量存在。而非烃类气体如氮气、二氧化碳等, 因油藏性质不同, 其含量会有较大变化。一般说来, 油田伴生气中。以C3上组份的含量比气田气要高, 因而所回收的轻烃数量也多。
从油田伴生气中回收的轻油(指稳定后的塔底轻油), 其碳数组成主要是C5、C6、C7烷烃。其干点较低, 一般在130~150℃ 。回收的轻油中不含烯烃(碘值为0), 胶质和酸度都很低, 其辛烷值一般为50~60。对一些含异构烃较多的轻油, 辛烷值可达70以上。
经回收轻油后的伴生气通常称作干气, 其组成主要是烷烃。且已经轻烃回收
因而甲、乙烷含量很高, 一般在90%以上。
2. 作用
伴生气在油田主要作为加热炉燃料,同时也可以作为生产合成氨,甲醇等产品的原料,或用于小型燃气发电机组的燃料。
3. 种类
目前各油田轻烃回收装置的产品一般是干气、液化气和轻油三种。干气主要用作燃料以及生产化工燃料(如甲醇、乙烯、乙炔等);二油田伴生气中回收的丙烷、丁烷,大部分用作民用液化气;轻油主要用于调和成车用汽油、生产乙烯及化工溶剂。
技术原理
1. 油气密封技术
原油全密闭输送指原油从生产井口采出→计量站(或阀组站)→联合站→原油储罐→原油装车之前觉得油气密封混输的密封工艺处理工程。
其主要特点是:油田内油不见天、气无火炬。稳定富气和稳定轻油均能进入轻烃回收装置,可有效增加液化轻烃产品的产量。
2. 净化处理技术
工艺流程:站外来油气水混合物→一级分离(油气分离器)→二级分离(空冷器)→三级分离(除油器)→去加热炉
将空冷器安放在除油器上部,两套设备合二为一,大大降低了占地面积,减少管道工程量,简化了流程,从分离气来的天然气先进入空冷器,由于分离器温度为站外来液温度较高,经过空冷管道与室外空气换热,使温度降低。同时,天然气中的轻组分凝结成轻油流入除油罐中,天然气进入除油罐,由于除油罐有较大的容积,可大量储存天然气及轻油;轻油回收进系统,可起到降粘减阻的作用。
3. 轻烃回收技术
工艺方法:冷剂制冷有氨、氟利昂、丙烷循环制冷。安和氟利昂已经逐渐被淘汰。丙烷冷剂压缩循环制冷温度为-35~-30℃,制冷系数较大,丙烷冷剂可由轻烃回收装置自行产生,无刺激性气味。采用膨胀制冷法的工艺装置,国内有膨胀剂制冷和热分离制冷两种方法。大多数装置采用中低压小膨胀比的单机膨胀剂制冷技术,膨胀比小(2~4),制冷温度一般为-50℃,装置运行平稳,工艺技术成熟,得到广泛应用。还有一些有利于节能降耗,提高轻烃收率的新工艺,如气体过冷工艺(GSP)、液体过冷工艺(LSP)、直接换热工艺(DHX)、混合冷剂制冷工艺等。
4. 原料气脱水技术
目前国内轻烃回收装置大多采用分子筛脱水方法,在中深冷装置中全部用分子筛脱水方法。国外还常用三甘醇脱水法、喷注甲醇或乙二醇防冻脱水法。深冷装置多采用分子筛脱水法与其他脱水方式结合。
5. 冷换技术
国内常应用板翅式换热器作为主要换冷设别,其具有占地面积小、绝热材料少、安装费用低的优点,却具有较小的换热温差、传热效率高,可最大限度的进行能量回收利用,以降低能耗,简化流程。
6. 撬装化技术
国内撬装化技术的开发应用受国产设备和运输条件的限制,撬块数量少,单块重量小于国外。受国内有关标准、规范等制约,占地面积比国外大。
主要设备:天然气压缩机组有复式、离心式和往复式,驱动方式有电机驱动、燃气轮机和燃气引擎。涡轮膨胀机有FW和PT系列膨胀机组。分馏塔多数采用填料塔,少数采用浮阀板式塔。加热炉有圆筒式和火筒式,圆筒式加热炉的特点是热负荷较大,在1000-25000kW时热效率高,采用空气预热系统后,热效率可达80%-90%。;当热负荷在20-500kW时宜采用火筒式加热炉,其炉体小、重量轻、节省钢材,占地面积小,便于实现撬装化。
7. 天然气膜法轻烃回收技术
有机蒸汽膜法回收系统主要采用“反向”选择性高分子复合膜。根据不同气体分子在膜中的溶解扩散性能的差异,在一定的压差推动下,可凝性有机蒸汽(如丙烷、丁烷、重烃等) 与惰性气体(如氮气、甲烷、氢气等) 相比,被优先溶解渗透,从而达到分离的目的。
8. 干气利用技
燃气发电站:经轻烃回收装置处理后的干气可作为发电站的燃料供应电力。
全自动燃气锅炉:可满足生产装置的用热及采暖符合,其燃料是轻烃装置处理后的干气,具有自动点火、火焰检测、压力控制、热效率高等特点。
生活及地方用气管网:建设供气管网,可满足地方生产、生活用气的需要。
9. 富余伴生气回注技术
油藏方案研究:从地质油藏上分析油田注气对生产的影响,研究伴生气回注后油田年产量的变化,评价局部注气后对产油量、采油速度及最终收采率的影响,乙炔死那个深入展开系统的进下及地面注气工艺研究天然气回注工程。研究发现,注气后,油田累积产油量增加。
10.井筒工艺技术
关键在于在一套工艺管柱中建立起三个相关介质的通道:注气通道、采油通道和电潜泵井采油井筒放气通道。采用特殊Y接头管柱和配套的井下专用工具事先痛经的采油注水。利用特殊的Y接头,在该接头上、下端分别建立两个通道。下端建立的通道悬挂电潜泵实现向上采油,一个通道实现向下注气;上端的一个通道向上出油,另一个通道向下注气。两个通道与套管的环空,作为采油的排气通道。
11.地面设施
将富余伴生气通过管线引入注气洗涤器,经过伴生气压缩机升压进入调储罐,然后注入平台井下。
国内发展和应用现状
综述
目前国内收集利用油田伴生气已经有很大发展。大庆油田已形成了一套较完善的油田伴生气集气、加工、储藏、输送系统,建成了14套油田伴生气处理系统。塔河油田未来三年也将整体解决伴生气放空问题。
举例
1. 2004年,长庆油田采油二厂在建成轻烃厂的基础上,采取井口套管气定压回收、增压点油气密闭混输、接转站油气分输等系列技术,实现了油气集输密闭输送,使伴生气得到了综合利用。建成的轻烃回收装置日产液化气30t、轻质油6t、干气4 ×104 m3。生产的干气为站区基地的生产、生活提供热能。伴生气回收利用后生产的民用石油液化气,不但可以满足8万多个3口之家1年的生活用气,而且每年还给企业新增产值4000万元。目前,由西峰油田伴生气回收加工的石油液化气,已走进庆阳市及陕、甘、宁、晋等周边省区的千家万户。
2. 2006年华北油田伴生气已经实现全部回收利用,无一处放空燃烧。该油田利用高效三相分离技术,使伴生气充分分离,用来供加热炉燃烧或发电。通过大罐抽气装置把原油储罐中的挥发气收集到伴生气利用系统,目前,已有5个集输站采取这种措施。针对边远零散井产生的天然气难以进入气系统的实际,在这部分井上安装瓦斯发动机,以燃套管气作为抽油机的动力。对伴生气的回收利用,不但减少了环境污染和安全隐患,而且使华北油田公司实现了能源利用的良性循环,消耗总量由2000年成立之初的85 ×104 t标准煤降至2005年的76 ×104 t标准煤,油气生产用电连续8年实现负增长。
成果
1. 长庆油田分公司第三采油厂对靖安油田伴生气回收利用进行了深入研究,取得了一套成熟的工艺技术路线:利用油气混输泵、天然气压缩机将站内溶解气从接转站密闭输送到联合站,再将联合站油气水三相分离或沉降罐脱出的伴生气经轻烃厂原料气压缩机组抽气,进入轻烃回收系统,对油田伴生气进行深加工,形成合格液化气、轻油等产品。项目通过对上游气源到下游轻烃回收过程实现密闭集输,降低各站点油气浓度,和混输泵+变频调速装置运行模式进行优化的研究,实现了伴生气的连续、平稳回收,使高油气比油藏得到有效开发,为其它同类油田的伴生气回收提供了经验,具有很好的推广前景。
2. 海上油田伴生气回收也有了新的突破:与陆地石油伴生气改造不同的是,海上油田伴生气利用不仅涉及到FPSO上的管道设计、安装、调试及相应严格的安全工作,而且FPSO还要对周边钻井平台提供电力供应。湛江分公司以文昌油田伴生的富含重组分尾气为原料,经过压缩制冷等相关工艺,将伴生气转换成液烃进行运输和销售。该项目的投资回收期为3113 a (税后) ,每年可回收约10 ×104 m3液化气。中国海油改造回收装置后,每年可回收液化气约10 ×104 m3 ,与全国一年排放的可再利用伴生气相比,数字不算大,但从节能角度出发,这10 ×104m3 液化气却间接地延长了文昌油田的生命力,提高了油田经济效益,为能源的可持续利用开创了新思路。
国外发展和应用现状
国内天然气凝液回收技术主要有三种:吸附、油吸收和冷凝分离,其中冷凝法应用最普遍。根据提供冷量的方法不同,冷凝分离法分为冷剂制冷法、直接膨胀制冷法和联合制冷法。由于当前国内对LPG的需求仍较高,提高LPG收率往往是天然气处理的重要考虑,因此膨胀制冷加冷剂(一般为丙烷)制冷的联合工艺,已经成为国内LPG回收的主流技术组合口_4]。
国外公司十分重视LPG回收技术的研究,开发出不少先进的专利技术,能够提高收率、降低能耗,对原料气中CO:的适应能力较强。这些技术或者在制冷方面有所创新,或者在分离方面开发出了先进技术,膜分离方面的应用更为普遍。
包括:
东洋(Toyo)公司COREFLUXTM技术
膜技术公司(MTR,Membrane Technology&Research Inc.)的膜分离LPG回收技术LPG—SepTM
奥尔特洛夫(Ortloff)公司开发的几种专有技术
供应商信息
四川金星压缩机制造有限公司
油田伴生气回收移动工作站
中国石油集团长城钻探工程有限公司
河北路桥集团有限公司机械工程分公司 油田伴生气回收装置 专利号: 200820076951
经典案例
2.秘鲁PTP公司天然气处理与LPG回收
秘鲁Petrotech Peruana(PTP)公司位于秘鲁太平洋沿海浅水区域(水深15 m~100 m)的一个油田,原油产量大约60×104 t/a,伴生气6×108m3/a,还有进一步提高产量的潜力。为了回收LPG和轻烃,生产的干气回注地层以稳定地层压力、提高原油产量和采收率,于2005年建成投产一座具有深冷功能的天然气处理厂,设计能力为5×108 m3/a,采用
膨胀致冷技术,冷却温度一84℃左右,使C3+C4收率达到98%,投资约5500万美元。其2007年的生产数据为:伴生气平均处理量为2.5×108 m3/a,LPG产量约为5.6×104 m3/a,轻烃产量约为3×104 m3/a,收益2100万美元,可见LPG回收的经济效益十分显著。该厂主要包括四个处理单元和一个储罐区:原油及凝液脱除单元;分子筛脱水单元;低温气体分离单元;脱硫脱二氧化碳单元;储罐区,罐区容量约2000 m3,储存天数8~10天,两个装车车位。
3. 雪佛龙(Chevron)公司安哥拉浅海油田开发天然气处理与LPG回收
雪佛龙公司在安哥拉浅海区域的卡宾达(Ca—binda)湾拥有0区和14区两个区块,操作油产量55万桶/天(年产大约2700×104 t),有14座海上平台进行采油生产,以前伴生气除少量自用外,其余大部分用火炬放空,给当地环境造成严重影响。为了消灭火炬,回收LPG及轻烃,在海上建造天然气处理平台(Gas Processing Platform,GPP),回收天然气凝液(NGL,包含LPG及C手),管道输到陆上后进行分馏,市场的LPG用FPSO(浮式生产储油卸油轮,Floating Production Storage 0ffloading)外运。
参考文献
[1]王宪中,王亚林,石少敏,孙英梅. 油田伴生气净化工艺优化技术[J], 石油规划设计. 2008(02). 28~29
[2]蒋洪,朱聪. 轻烃回收技术的现状及发展方向[J], 石油规划设计. 2000(2). 15~16
[3]马晓芳,朱康玲, 宝浪油田伴生气的综合利用[J], 河南化工,2001,(12). 18~19
[4]王聚锋,刘光成,李贵川,田连军,朱永乐. 海上油田富余伴生气回注技术研究与应用[A]. 二〇〇八年全国石油石化企业节能减排技术交流会论文集[C]. 北京,中国石油学会. 119~125
[5]苏欣,王胜雷,张琳,张莉,马艳琳. 油田伴生气利用对策及现状[J]. 天然气与石油. 2008, 26(2):33~37
[6]郭揆常. 试论油田伴生气的综合利用[J]. 油气田地面工程.1986,第06期
[7]李怀印. 海外油田液化气回收技术[J]. 石油与天然气化工. 2010,39(3). 200~203
