

概述
1. 定义
油田企业排放的废气包括燃料燃烧废气和生产工艺废气两类。
燃料燃烧废气主要包括以原油、渣油、天然气、煤为燃料的各种锅炉、窑炉、加热炉、高压蒸气炉排放的废气;生产工艺废气包括钻井柴油机、发电机等动力设备排放的废气,天然气脱硫尾气;烃类气体主要是采油气井口、油气集输计量管网、分离器排空以及管线泄漏等、联合站和计量站等的储罐的大小呼吸;其他还有物探、井下作业的动力废气以及机动车辆的尾气。
2. 污染控制
1) 工艺废气
类型多样,其中最重要的是采油(气)、油气集输过程中挥发的烃类和天然气净化厂尾气,这两类废气的排放具有石油天然气开发行业的特点,处理设施比较完备。烃类气体一般采用密闭集输、原油稳定、轻烃回收的方法处理。天然气处理厂主要污染物是含硫化合物,采用各种方法回收硫,减少SO2、H2S的排放。
油气田企业原油损耗率在1%~3%,主要来源于油气田集输过程中的烃类损耗。原因是产能建设不配套、油气分离不彻底、流程不密封造成的。为了回收资源、保护环境,降低原油损耗率的主要工艺技术措施有:
①将原开式流程改为密闭式流程:采用有自吸能力输送混气原油的泵(如螺杆泵),以使分离器中的原油可直接进泵,不需在常压罐中进行脱气。
②密闭油、水、气分离:输送或集油站的原油,采用三相分离器进行油、水、气的分离。水进污水处理系统,油进原油稳定装置,气进轻烃回收系统。
③原油稳定
为将原油中的C1~C4为些挥发性较强的组分较彻底地提炼出来,原油进入有一定温度的原油稳定塔分离较轻组分,稳定处理后的原油进储罐,挥发性烃类进轻烃回收系统。
④大罐抽气
原油储罐上部空间充满烃类气体,当压力升至一定值时,通过罐顶呼吸阀外排至大气环境,当压力过高时,通过安全阀外排。为回收这部分气体,在部分油田推广应用大罐抽气装置。
⑤轻烃回收系统
从三相分离器、原油稳定塔、大罐抽气回收的轻烃进回收系统进一步处理,主要是通过对气体进行压缩,使重组分液化,轻组分(干气)外输或作为加热炉燃料。
⑥套管气回收
油井在开采过程中,套管中气体压力必须控制在一定范围以内,超过这一范围就要泄压。套管气回收就是建立套管将这部分气体回收作为加热炉燃料。
采用密闭流程、轻烃回收工艺处理后,原油损耗率可降至0.7%以下,经济效益显著。
2) 燃煤、燃料燃烧废气
以消烟除尘为主。主要有旋风除尘器、多管除尘器、水膜除尘器和静电除尘器等。燃油废气处理以提高燃料燃烧效率为主,主要采用高效燃烧火嘴和进行炉膛拱改造。
技术原理
1. 生物脱硫技术
生物脱硫,又称生物催化脱硫(简称BDS),是一种在常温常压下利用需氧、厌氧菌除去石油含硫杂环化合物中结合硫的一种新技术。BDS过程是以自然界产生的有氧细菌与有机硫化物发生氧化反应,选择性氧化使C-S键断裂,将硫原子氧化成硫酸盐或亚硫酸盐转入水相,而DBT的骨架结构氧化成羟基联苯留在油相,从而达到脱除硫化物的目的。将含硫化氢工艺废气进行生物脱硫可以保护环境,减少大气中的有害物质。
对原油进行生物脱硫也是生物技术在石油化工中的重要运用,操作条件同样简单,在常温、常压下进行,是处理劣质油的有效方法。原油进行生物催化脱硫,包括以下3个主要步骤:(1分离,即对原油进行一些预处理;(2)转换,即生物催化剂选择性地脱除硫而不破坏有用产品;(3)精加工,即实现原油与生物催化剂和副产品的分离。后面两步主要受到生物催化剂的选择性、稳定性、活性以及生物反应器的设计(包括油、水体积比)等影响,是该技术工业化运用的主要限制因素。在原油进行生物脱硫的同时可以脱除氮、金属等,同时还可以改变重质原油的烃组成。美国Brookhaven National Laboratory使用BNL-4-23菌种(Achromobacter)进行了原油脱硫研究,试验结果显示,不同原油经生物处理后,芳烃显著减少,石蜡烃显著增加,沥青质也同时减少,原油明显轻质化。如果在原油进行深加工前能够对其进行脱硫处理,将会降低各种产品中的硫含量,同时也降低后续操作的难度,更加经济。
2. 硫磺回收技术
硫磺回收技术指将含硫化氢等有毒含硫气体中的硫化物转变为单质硫,从而变废为宝,保护环境的化工过程。硫磺回收技术通常采用一种叫做”克劳斯”的工艺来实现。首先将含硫化氢工艺废气与空气或氧气在一台称为燃烧炉的设备中燃烧。严格控制空气或氧气量,使燃烧产物中硫化氢与二氧化硫气体体积比为2:1。之后燃烧气体被冷却,气体中的硫磺冷凝回收。剩余气体经加热后进入一台克劳斯反应器进行反应。反应主要是硫化氢与二氧化硫生产硫磺和水。这一反应需使用催化剂才能实现。反应完后的气体同样需冷却回收硫磺。然后剩余气体在经二级、三级反应。通常硫磺回收装置的硫回收率可达95~98%。
3. 低压瓦斯回收技术
建设了容积分别为2万立方米和3万立方米干式气柜,将各生产装置放火炬的低压瓦斯通过系统管线送进气柜,抽取气柜中的低压瓦斯用压缩机压缩成高压瓦斯,经脱硫后作燃料。这样低压瓦斯可作为歌功加热炉的燃料进行利用,既节省了能源又减少了环境污染。
4. 减压塔顶瓦斯脱硫技术
将常减压塔顶瓦斯引入罗茨压缩机,经升压后进入燃料气脱硫系统,经脱硫后的瓦斯再作为加热炉燃料。对这两股不凝气既实施了脱硫处理,回收初馏塔顶不凝气中的液化气组分,减少了燃烧废气中SO:排放量,又减轻了对设备的腐蚀,提高了装置长周期运行的可靠性。
5. 废气发电技术
1) 二氧化碳分离提纯方法
目前工业上分离提纯CO2的方法有精馏法、物理吸附法、膜分离法、吸收法(物理吸收法和化学吸收法)等。
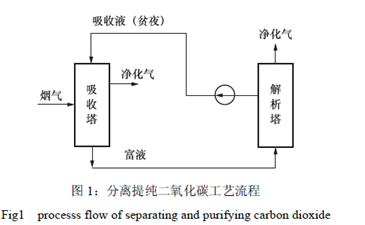
综合比较后,化学吸收法分离提纯二氧化碳是较理想的选择,烟气和吸收液在吸收塔内发生化学反应, CO2被吸收至溶剂中,贫液成为富液,富液进入解析塔加热分解出CO2从而达到分离回收CO2的目的。工艺流程如图1所示:
化学吸收法主要有热钾碱法(苯菲尔法、砷碱法及空间位阻法等)和烷基醇胺法(MEA 法、DEA 法、MDEA法等),其中苯菲尔法和活性MDEA法应用最多。
苯菲尔法的吸收剂是在K2CO3 水溶液中加入二乙醇胺(DEA)作为活化剂,V2O5为缓蚀剂。碳酸钾水溶液具有强碱性,其与CO2反应生KHCO3,生成的碳酸氢钾在减压和受热时,又可放出CO2,重新生成碳酸钾,因而可循环使用。为了提高化学反应速度,吸收在较高的温度(90~110℃)下进行,因此吸收与再生的温度基本相近,使流程简化,同时提高了碳酸钾的浓度,增加了吸收能力,降低了再生能耗。苯菲尔法可在高温下运行,再生热低,添加V2O5可防腐蚀,但该工艺需对设备进行钒化处理,要求工人的操作水平较高。
活性MEDA法:一乙醇胺(MEA)、二乙醇胺(DEA)吸收CO2 后生成稳定的胺基甲酸盐,反应热大,加热再生较困难,蒸汽消耗较高;N-甲基二乙醇胺(MDEA)与CO2反应生成不稳定的碳酸氢盐,反应热小,加热后较易再生,蒸汽消耗较低。MDEA 水溶液与CO2反应受液膜控制,反应速度较慢。为加快反应速度,德国BASF 公司开发了改良MDAE 脱碳工艺过程,其吸收液是由MDEA 水溶液和少量活化剂组成,一般使用的活化剂有:哌嗪、甲基乙醇胺、咪唑或甲基取代咪唑。CO2先与活化剂快速反应,其生成物再与MDEA反应,提高了MDEA溶液吸收CO2的速度。
MDEA 工艺同时具有物理吸收和化学吸收的特点,酸气负荷高,溶解度大,闪蒸放出的CO2 量多, CO2回收率高,溶液循环量相对较小,能耗较低。另外,MDEA 热稳定性好,不易降解,溶剂挥发性小,溶液对碳钢设备腐蚀性弱。该工艺成熟,操作简便,对工人的素质要求相对较低,近年来在国内得到广泛的应用,因此优先选取此吸收工艺。
2) CO2驱油原理
CO2.EOR(Enhanced Oil Recovery,即提高石油回采率)技术是把超临界状态的CO2直接注入已开采过的储油层中,在高压条件下,CO2推动原油向生产井流动,从而提高石油的采出率。注入油井的部分CO2溶解于未能被开采的原油中或贮存于地层孔隙中;部分CO2随原油、水和天然气从生产井排出,通过分离和压缩,由注气井循环注入储油层。这一技术目前比较成熟,它既可提高原油开采量,又可减少CO2向大气的排放量。因此,CO2.EOR技术被认为是储存CO2的一个重要的途径,也是近期内实现CO2大规模资源化非常有吸引力的方法。据估计,全世界80%以上的油田都适合于注入CO2增产石油,所需CO2的估计量是63×109t。
国内发展和应用现状
硫转移催化剂的应用,使FCC再生烟气不再经过脱硫即可符合二氧化硫排放标准的要求;使用低硫、低烯烃和低芳烃清洁燃料,从而在很大程度上解除了汽车尾气处理的烦恼;炼油一化工一体化联合工艺,给原油的充分利用提供了可能,因此也大大减少了VOC的排
放。凡此种种,无不说明废气的处理不应仅限于末端。处理重心前移在某种程度上也是推行清洁生产和资源能源利用率得以提高的一种反映。
环境污染的根源在于对资源和能源的无节制攫取和非合理利用。因而减少环境污染的唯
一出路也就是合理开发并尽可能提高资源和能源的综合利用率。在石油化工废气处理领域,则集中表现为注重处理与回收相结合。熄灭炼厂火炬、将废气中的硫化物直接转化为工业硫酸、FCC再生烟气废热锅炉、丙烯腈尾气催化燃烧处理废热回收、利用炼厂尾气生产化工产品等等。这些都是废气处理与资源和能源回收并重的实例。
国外发展和应用现状
Foster Wheeler能源公司(在美国安装了59套工业化装置)、Haldor Topspe公司(在全球有近100套工业化装置)、KTI公司(现有35套工业化装置分布世界各地)。另外两项为Exxon研究工程公司的热还原工艺(拥有130多套工业化装置)和BOC气体和Cannon技术公司的低温氧化工艺。还有一些是同时脱除氮氧化物和硫氧化物的联合工艺,如Haldor Tops~e公司的WSA—SNOX工艺,其氮氧化物和硫氧化物的去除率分别为99.5% 和99% 。
供应商信息
北京顺碧蓝商贸有限公司
天津市碧林环科技术开发有限公司
经典案例
抚顺石油二厂有炼油与化工生产装置27套,这些装置在生产运行中产生大量的瓦斯气体,该厂还同时接收本系统内和其他生产厂的低压瓦斯。为了降低低压瓦斯外排量,减少对大气环境的污染,最大限度地回收利用再生能源,这个厂加强生产受控管理,层层举办生产受控管理培训班和生产操作达标培训等活动,有效提高了员工的操作水平。在生产运行中,这个厂加强生产调度,优化生产操作,减少了两套催化、焦化和石蜡加氢装置的瓦斯放空,降低了甲乙酮装置和乙烯厂低压瓦斯放空量,解决了低压瓦斯放空量过剩的问题。在回收低压瓦斯生产运行中,这个厂加强了低压瓦斯回收弹性操作。通过强化对气柜瓦斯压机的维护,实现了4台压机的稳定运行,并加强了对气柜的工艺操作管理,低压瓦斯回收能力从原来的每小时8吨提高到13吨。同时,这个厂还加强了瓦斯外输能力,用HCC离心式气压机替换了原来的螺旋式气压机,增加了气压比,解决了输气能力低的问题。
参考文献
[1]韩美.中原油田利用废气增产原油[J].河南化工,2003,(1):80—81.
[2]马钢,李铁华.大庆油田减排发电废气(CO2)提高原油采收率的技术研究[A].清洁高效燃煤发电技术协作网2008年会论文集[C].南京:中国电机工程学会,2008.1—4.
[3]韩金玉,吴懿琳,李毅.生物脱硫技术的应用研究进展[J].化工进展,2003,22(10): 1072—1073.
[4]安莹玉,张兴文,杨凤林.有机废气生物处理技术现状与展望[J].四川环境,2006,25(1):40—43.