

概述
1.定义
废水资源化又称废水回收(waste water recovery),是把石油加工中的废水引到预定的净化系统中,采用物理的、化学的或生物的方法进行处理,使其达到可以重新利用标准的整个过程。这是提高水资源利用率的一项重要措施。废水经处理后又转化为可利用的水资源,可以减少污染、保护环境,增加水资源、缓解缺水危机。
2.成分
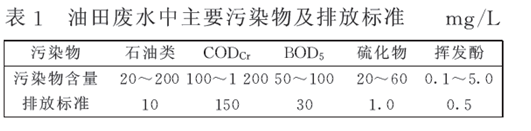
油田废水成分复杂!除了含有可溶性盐类和重金属、悬浮的乳化的原油、固体颗粒、硫化氢等天然的杂质外!还含有一些用来改变采出水性质的化学添加剂,以及注入地层的酸类、除氧剂、润滑剂、杀菌剂、防垢剂等,油田废水中主要污染物及排放标准见表1。
1)钻井废水
泥浆(钻井液)在钻井过程中可以起到清洗井底岩屑,还有稳定井壁、冷却清洗钻头、控制地层压力等作用,是保证钻井工作顺利进行必不可少的物质。钻井废水的主要成分是泥浆稀释物,每个钻井队每天所排放钻井废水约30 m3,随着泥浆类型与添加化学药品种类及数量的逐渐增多,所产生的钻井废水也日趋复杂。
目前国内钻井过程中泥浆分为钙盐处理泥浆、聚合物泥浆和磺化泥浆三大体系。受泥浆类型影响,钻井废水具有pH值高、悬浮物含量高、不稳定等特点。以钙盐泥浆为主的钻井废水pH值多在8.5—9.0。
2)酸化压裂废水
为保证油井长期稳产、高产,需要经常对油层进行维护,以保持油层的长久疏通。目前,应用较广泛、比较有效的措施包括酸化和压裂。压裂返排液是压裂废水的主要成分。压裂液是压裂过程的主要工作介质,实现有效悬浮和输送支持剂。按物理与化学性质压裂液可以分为四类:油基压裂液、水基压裂液、酸基压裂液和液化气压裂液。
目前,应用较广泛的为油基压裂液、水基压裂液。基于压裂液的特性,压裂废水具有高浊度、高稳定性、高黏度、高COD等特点,其成分包括原油、地层水、难生物降解的水溶性高分子聚合物等有害物质。以大庆油田为例,单井压裂返排液用量平均达80~120 m3,由于环保处理难度大,从而易对环境产生较大危害。
酸化返排液是酸化废水的主要成分。酸化液可分为盐酸酸化液和土酸酸化液。因地层而异,盐酸酸化液用于灰岩地层和灰质胶结的砂岩地层,土酸酸化液用于泥质胶结的砂岩地层。普通油水井一般单井酸化液用量约为20 m3,气井和水平井酸化液的用量很高。酸化废水具有COD高、矿化度高、含油高等特点,有强烈的腐蚀性,与硫化物积垢作用会产生有毒气体硫化氢,挥发后会增加空气的酸度,环保处理难度较大。
技术原理
1.含硫污水串级使用技术
将催化裂化装置分馏塔含硫污水串级使用于富气洗涤水的注水,减少20吨/小时以上的软化水的使用和含硫污水的产生;将常减压等非加氢型装置的含硫污水串级使用于焦化装置富气洗涤水的注水,可节约软化水并减少含硫污水产生量10吨/小时以上。将碱渣处理装置的尾气吸收饱和废碱液送含硫污水汽提装置作为加碱汽提的原料,不但节约新鲜碱液,而且减少废碱液处理成本。
2.含硫污水汽提技术
水蒸汽汽提法主要包括带侧线的单塔加压汽提和双塔汽提两种工艺,效果明显、操作简单、无二次污染(污染物硫化氢和氨以副产品的形式回收),获得了广泛的应用。
通过实施加碱汽提等技术手段提高拔氨深度,改善净化水水质,并实现加氢型含硫污水与非加氢型含硫污水分开处理和回用。经含硫污水汽提装置处理后的脱硫净化水替代软化水回用于常减压和加氢精制装置。
3.污水回用技术
采用污水回用技术,将处理后的合格外排污水回用于循环水系统,是节水减排的有效途径之一,且采用适度处理技术而非深度处理技术可以达到最佳的技术经济性。焦化冷焦水系统采用自动化程度较高的全密闭旋流除油技术实现密闭循环,原采用清净下水作为置换用水。可将冷焦水和切焦水的补充水已全部用外排污水替代。尿素装置工艺冷凝液经水解塔、解析塔处理后,解析水氨和尿素含量大大降低,将解析废水回用至合成氨炭黑洗涤系统,减少新鲜脱盐水使用量。化肥原料路线改造后,含大量炭黑的废水经沉淀、过滤,杂质去除率提高,滤后水水质改善,回用率大幅提升。将达标外排的缓冲池排放水作为场地冲洗、绿化用水和Ⅲ电站增湿水进行回用。
4.钻井废水处理工艺
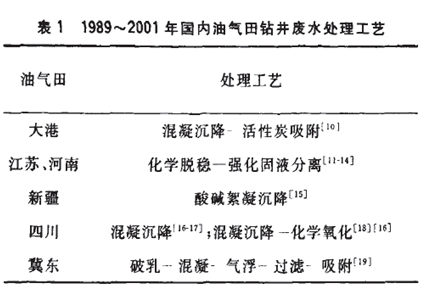
钻井废水处理过程可以分为预处理、一级处理、二级(深层)处理。预处理主要包括除油、酸化中和,一级处理包括混凝(絮凝)、气浮;二级处理包括催化氧化、生物处理、膜分离等。1989年~2001年国内油气田钻井废水处理方法应用情况见表1。
从表1可看出,混凝沉降是较普遍采用的钻井废水处理方法。由于混凝剂的效能受污水组分影响较大,因此药剂的选择是混凝沉降技术的关键。近年来混凝剂的研究为广大研究人员所关注口]。王兵等∞3研究制备了聚合硅酸铁铝(PSFA)絮凝剂,处理钻井废液具有去浊好,COD去除率高,色度小等优点。李瑜等阳1采用聚合氯化铝(PAC)混凝剂对pH值7.1~
8.5,色度为249~1000,COD为550~25322 mg/L,悬浮物1800~2700 mg/L的钻井废水进行处理,研究发现PAC在适当的工艺条件和加量下可大幅降低钻井废水的COD、色度及悬浮物含量等。
2002年~2010年四川油气田钻井废水所采用的处理工艺主要如下:破胶分离—O3预氧化—中间混凝—O3/H2O2深度氧化,破胶分离一混凝沉降,混凝沉降一离心分离,酸化破胶一固液分离一催化氧化一微生物降解,水泥、粉煤灰、添加剂固化,水泥、泥土、添加剂固化,化学混凝一铁炭微电解一电渗析。
通常絮凝沉降后的钻井废水较难达到污水外排或回注标准,需要采用深度处理技术进行二级处理。催化氧化、固液分离、生物处理是目前钻井废水深度处理应用较广泛的技术手段。兰霜等采用O3/H2O2深度氧化方法进行废水深层处理,确定了高级催化氧化稳定时间为50 min,COD最高去除率可达90.28%。张红岩等利用紫外光催化一臭氧(UV/O3)氧化,对325 mL钻井废水进行处理,研究发现臭氧投加量为810 mg/h时,氧化60 min COD
可达GB 8978—1996《污水综合排放标准》的一级排放标准。但是臭氧指数太高,不经济。而利用UV/03预氧化钻井废水,然后采用生物法处理,可大幅降低处理费用。朱丽等研究高浓度钻井废液处理,发现微生物经过培养驯化可提高处理效率,使最终出水达到GB 8978—1996《污水综合排放标准》中二级标准。
5.酸化废水处理工艺
国内关于酸化废水的处理研究与应用多集中在近十年中,研究工作多停留于实验室阶段,现场应用仍不成熟。国内各油田对酸化废水的处理主要是加碱中和,达到中性后就地储运或转运回注,存在一定的环境隐患。近年,研究人员提出了“中和—混凝一吸附”,“中和一微电解—氧化一吸附”等工艺,具体见表2。
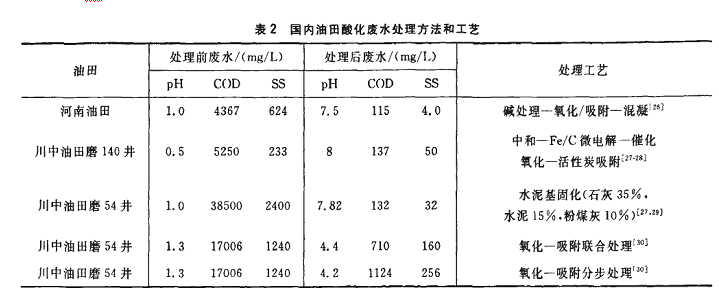
“中和一微电解一氧化一吸附”四步酸化废水处理工艺,在处理COD含量较高的酸化废水时,在中和处理后需采用混凝方法去除部分有机物,以减轻后续处理单元的负荷。万里平等在废水内电解基础上,对氧化一吸附单元进行研究,提出了氧化一吸附联合处理方法。由于四步法在处理COD高、CI一含量高的废液时,存在达标困难的问题,刘宇程等采用固化法进行一次性无害化处理,固化物浸出液的指标可达到GB 8978—1996《污水综合排放标准》,具有处理成本低等优点。
6.压裂废水处理工艺
国内关于压裂废水处理技术的相关研究起步较晚,大部分工作仍处于实验研究阶段。近年来有关压裂废水处理方法的研究与应用见表3。
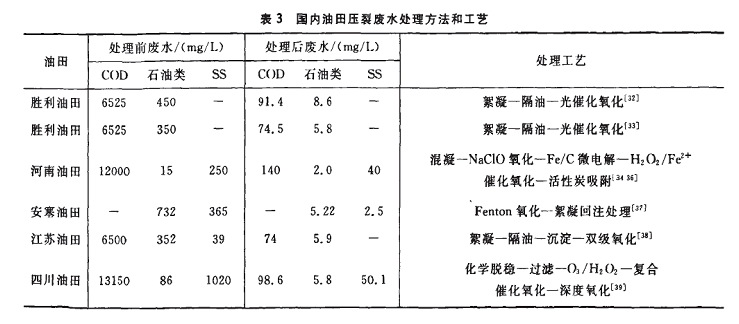
目前,压裂废水处理的新技术主要存在净化工艺复杂、设备投资大、需投入的人力与物力较大,处理成本高,并且由于压裂废液组成复杂、体系多变使得处理工艺与药剂不具备普适性等问题。因而这些技术推广困难,如大庆油田压裂废水处理仍采用罐车收集拉运集中存放。
国内发展和应用现状
油田作业废水处理技术可以分为物理法、生物法、化学法,包括混凝(絮凝)、催化氧化法、气浮分离、生物处理、固化法、膜分离等。
混凝(絮凝)法是通过添加絮凝剂、助凝剂等化学药剂改变胶体颗粒的表面特性,使分散的胶体颗粒聚集形成大颗粒物而沉淀(或上浮),从而降低废水中的COD值。
氧化法是通过采用氧化剂使废水中的无机物和有机物氧化分解,从而降低废水中的BOD和COD值,使废水中的有害物质无害化。通常采用的氧化剂主要有臭氧、次氯酸钠、漂白粉、双氧水等。
气浮法是以大量微小气泡作为载体,使废水中微细的疏水性悬浮颗粒粘附于气泡上,随气泡上浮到水面形成泡沫层而加以去除的过程,具有时间短、去除率高的优点。根据微气泡产生的方式,气浮法可以分为散气气浮、溶气气浮和电解气浮法。
生物处理法是根据废水的可生化性,利用微生物的新陈代谢作用,使废水中溶解的胶体状态的有机污染物降解并转化为无害物质得以净化。
固化法是通过将有害废物掺和并包容在密实的惰性基材中,使其稳定化的一种过程。其中固化所用的惰性材料叫固化剂,有害废物经固化处理所形成的固化产物为固化体。
膜分离是一种新型高效处理油田作业废水的方法,利用膜对混合物中不同组分选择渗透作用的差异,以外界能量或化学位差为推动力,对双组分或多组分混合的气体或液体进行分离、分级、提纯和富集。常用的膜分离技术有微滤(MF)、超滤(UF)、反渗透(R())和纳滤(NF),其中超滤应用较多。
国外发展和应用现状
目前,国外油田含油废水处理采用的构筑物主要有:沉沙池、API 隔油池、CPI 隔油池、自然除油罐、混凝除油罐、粗粒化罐、压力沉降罐、浮选池(柱)、 压力滤罐、单阀滤罐、组合式处理装置、水力旋流分离器和精滤器等多种。采用的附属设施有:各种缓冲罐(池)、 回收水罐(池)、 反冲洗水罐(池)、污油罐、药剂投配系统、各种水泵和油水计量设施等。一般根据采油废水及净化水的水质要求由上述各种构筑物与附属设施可以组成若干种采油废水处理工艺流程。
近年来,国外对含油废水(主要是采油废水)的处理已开发了一些新设备,如新型密闭式浮选箱、水力旋流器各种组合式油水分离器等。这些装置的成功开发,对提高含油废水的处理效果、对改进设备的处理效能以及实现处理设备功能的一体化都大有裨益。
供应商信息
浙江杰能环保科技公司
广州江科技有限公司
巩义市嵩鑫滤材工业有限公司
上海展鹏自控设备有限公司
河南恒天供水设备有限公司
天津市碧林环技术开发有限公司
上海阀门五厂西安供应站
经典案例
新型一体化除油装置于2006年9月初在江汉油田采油厂22队老二站进行油田污水首次投入运行。该站现有的含油废水处理工艺为:三相分离器一100m3/200 m3缓冲罐~核桃壳过滤器~回注水罐。试验过程中,将该站缓冲罐的出水引至新型一体化除油装置的破乳混凝沉降罐,入罐前加混凝剂PAc及液碱,然后按照组合工艺进行处理。出水进入该站的注水罐。在水质检测中主要检测了处理前后含油废水中的含油、浊度、含铁量、pH等指标。自投运以来,正常油份负荷维持在50mg/L左右,pH值6~8,浊度100 NTU左右,总铁含量平均31.25mdL,最高64.54 mg/L。事故状态下进水的最高油分为100 mg/L,最大pH>13,浊度>1ooONTU。经过3个多月的调试运行,系统参数的达标率稳步提高。截止2006年11月底各项指标均达到油田废水回注水的国家Al标准。3.2主要经济技术指标在本套设备处予24h全速运转的条件下,电耗约为0.26元,t,水耗方面约为O.05元/t(反冲洗水源取自厂区内地下水),药耗为O.4元/t(混凝沉降罐的混凝剂投药量为15 Ing/L,原水处加烧碱量为5mg/L),人工成本为O.05元/t,总的制水成本为O.76元/t。
参考文献
[1]党建新,郑李,刘剑波等.油田作业废水处理技术研究进展[J].油气田环境保护,2010,20(11): 66—69.
[2]邹启凯,陆正禹.油田废水处理综述[J].工业水处理,2001,21(8):1—3.
[3]闫健勇,陈进富,王嘉麟等.国外采油废水处理技术的新进展[J].油气田环境保护,2000,10(2):19—21.
[4]王鹏,李孟.一体化除油装置处理采油废水工程实例[J].国外建材科技,2008,29(6):144—146.